
.jpg")
HY T10双杆订扣机
概要:
HY T10双杆订扣机操作性能和使用寿命都大有提升,具有结构牢固使用轻便,订扣质量好、换损率低、效率高等特点。操作简单:推拉二个操作杆,即可完成一个带扣的装订,并携带方便,机头和机架可分开携带,成为井下理想订扣工具。
关键词:
HY T10双杆订扣机
所属分类:
产品描述
一、订扣机机型及适用范围
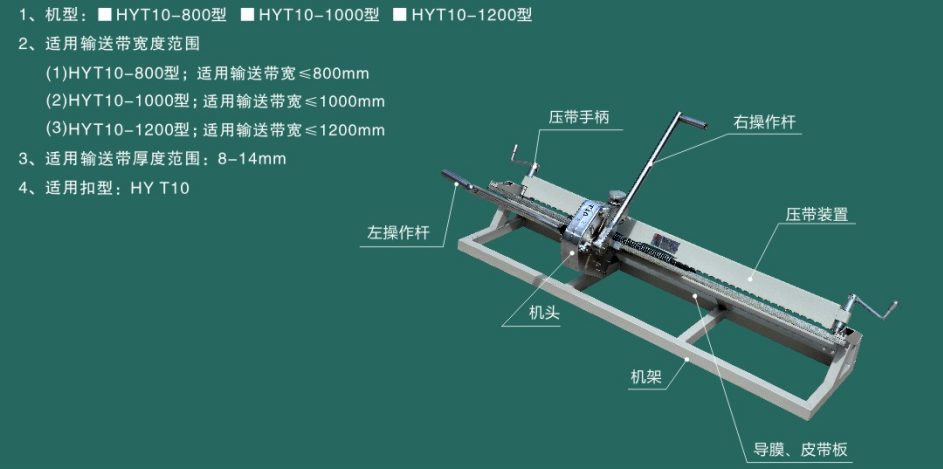
二、订扣机操作步骤
1、将订扣机放置在工作场地较为平坦位置,送时针转动压皮带手柄,取出加力杆,用扁平--端插入压带扣板柄上抽出穿销
2、将皮带扣铆钉插入钉板钉孔中,扣整两侧面卡在定位决定位槽中,依次放置。皮带扣放置总宽度小于皮带总宽度40-50(mm)。
3、按图箭头所示方向,将皮带放入皮带扣身中,至皮带与定位块接触为止,调整好皮带两侧预留宽度。
4、顺时针转动压皮带手柄,使压带模梁把皮带压聚在机架上(压紧为止,不宣过紧,以免损坏压带手柄螺丝)。
5、根据所订皮带厚度,把带原调节手轮向后拉,使防转销脱离手轮孔,按箭头所示调整薄厚(推荐:皮带厚座6-8(mm)放置顺时针第二孔处,皮带厚度9-12(mm)放置顺时针第三孔处)。
6、右手向上推动加力杆到上顶点,左手向后拉住走位手柄使定位销脱离定位维面不松手,把机头移向一端,松开走位手码,让定位锥销自然落入第一个定位锥孔。
7、用力向下压加力杆至下底点,而后向上推至上质点。重复6、7操作步聚彻接完全部带扣。推荐:柳接时,在两端中间各柳接一个皮带扣,使皮带与机体相对固定,以免受挤压弯曲,造成对接困难
8、抽出穿销,取下皮带完成一个接头锦接工作9、若皮带宽度大于订扣机一次装夹有效工作宽度,需要二次续订的,可参照上述操作方法进行,但需要在镇订一螺预留2--3个带扣空位,把已铆接完成的皮带扣放置到空位中,确保二次装订与一次装订皮带扣间隔均匀,按上述方法可二次锦接。注量:1000型和1200型不具备二次续订功能。

")


在线留言